
SB 742-1
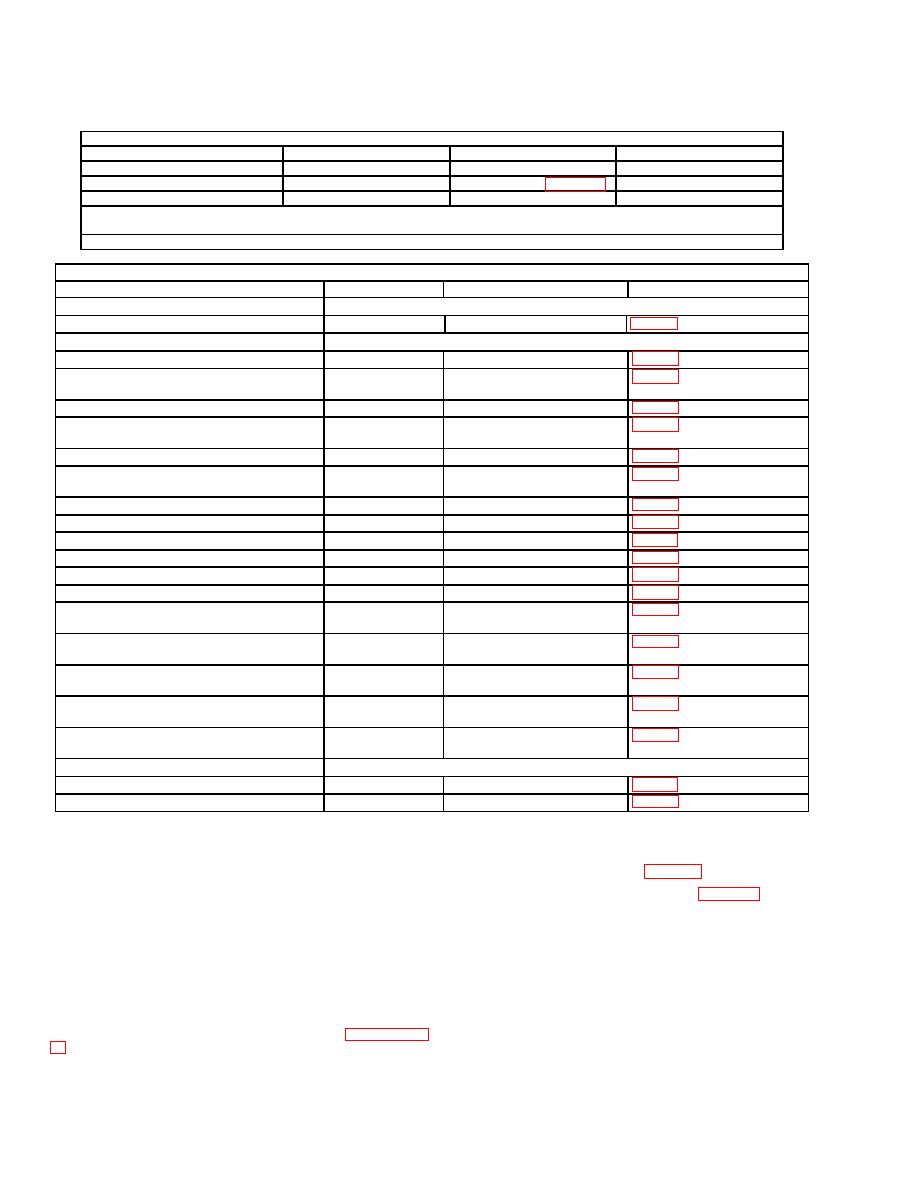
Description
NSN
Application
Inspection
Gage, profile and alignment
5220-00-231-2775
Complete cartridge
IRI,RI,PI,UBLI
Proportional counter
As specified in para J-7
IRI,RI,PI,UBLI
Swipe, Cloth, Test
Swipe Test
IRI,RI,PI,UBLI (NOTE 2
Note 1. Profile and alignment gaging required only if not accomplished during IRI, or if round is visibly damaged.
(Profile andalignment gaging is required only one time during life cycle of lot.)
Note 2. Swipe (smear) test will only be performed on damaged and/or corroded projectiles.
Classification
Application
Inspection Method
Inspection Description
1. Critical:
a. Projectile loose in cartridge case (M900)
Visual/manual
Para J-6i(4)
2. Major:
a. Windshield or windshield tip bent or damaged
Visual
b. Windshield loose (lateral or longitudinal
Visual/Manual
looseness only)
c. Bourrelet cracked or loose
Visual/Manual
d. Missing parts (e.g., bourrelet, obturator,
Visual
windshield tip bourrelet screws)
e. Corrosion on projectile parts (pitting)
Visual
f. Corrosion of primer as specified by TM 9-1300-
Visual
Para J-6a & J-6c
251-20
g. Yellow/yellowish white projectile corrosion
Visual/Swipe
Para J-6a & J-6d
h. Failure of cartridge to gage
Gage
Para J-6a & J-6e
i. Damaged inner or outer container
Visual
Para J-6a & J-6f
j. Hose clamp(s) not removed from sabot
Visual
k. Primer or igniter above flush
Straightedge
Para J-6a & J-6g
l. Primer staking missing
Visual
Para J-6a & J-6h
m. Obturating band damaged (e.g., cracked,
Visual/Gage
broken, or gouged).
n. Sabot damaged (e.g., cracked, broken, or
Visual/Manual
gouged)
o. Lateral movement of projectile (M774 and
Visual/Manual
Para J-6a & J-6I
M833)
p. Rust, metal tears or cracks in cartridge case
Visual
(M833 and M900)
q. Damage to cartridge which may expose DU
Visual/Swipe
Para J-6a & J-6d
core
3. Minor:
a. Damaged inner or outer container
Visual/Manual
Para J-6b & J-6f
b. Protective windshield cushion missing
Visual
gaps, windshield interfaces or if physical damage to projectile
is noted which could expose DU core.
a. Cartridges having any major defects will be reported
e. Perform gaging according to table J-1.
according to DA PAM 738-750, regardless of dollar value.
Defective quantities that are authorized for repair or
f. Inspect packing material according to chapter 2.
demilitarization will be transferred as directed by HQ, JMC, to
g. Testing to date has not shown electric primer assembled
a facility licensed to perform these procedures.
to these cartridges to be sensitive to initiation from mechanical
b. Replacement containers and protective windshield impact. Primers or igniters above flush are therefore to be
cushion should be requisitioned as required according to the considered major defects rather than critical. (Any straight
edge rule is suitable for checking this characteristic.)
procedures in applicable technical manuals.
c. Refer to paragraph
3-9,
TM
9-1300-251-20
for
h. Primers must be staked in two places, approximately
180 degrees apart. Stakes should show evidence of moving
inspection criteria.
cartridge case material into joint at cartridge case to primer.
d. Projectile will be swipe tested according to paragraph J- Stakes on primers with wrench holes will not necessarily
If there is no evidence of metal

 Previous Page
Previous Page
